Open/Flange Type Jacketed Glass Lined Reactor
PRODUCT DESCRIPTION SPECIFICATIONS: APPLICATION WHERE GLASS LINED REACTOR USED PRODUCTION PROCESS Once the steel vessel
Description
Basic Info
| Model NO. | AE & K Series |
| Pressure | Positive |
| Agitator Model | Optional |
| Tower Reactor Type | None |
| Heating | Optional |
| Heat Transfer Structure | Jacketed |
| Automatic Grade | Optional |
| Condition | New |
| Transport Package | Wooden or Steal Support |
| Specification | 63 to 6300 Liters (AE), 50 to 12500 Liters(K) |
| Trademark | Pioneer |
| Origin | Shandong |
| HS Code | 8479820090 |
| Production Capacity | 1800 PCS Per Year |
Product Description
PRODUCT DESCRIPTION| Glass-lined reactor is kind of pressure vessel which combine the inside glass fusion with the outside steel structure into one body, it is resistant to attack from most chemicals and to mixtures of corrosive materials that is used in a wide range of chemical processes that involve harsh chemicals. Glass-lined reactors are meticulously produced with an impermeable, smooth, anti-stick surface that achieves an optimum balance of corrosion resistance, thermal properties and mechanical strength. Glass-lined reactors have become well known and broadly used for carrying out elevated or reduced temperature and/or elevated or reduced pressure chemical reactions as well as the blending (mixing) of non-reacted elements or compounds in field as chemical, pharmaceutical, bio-tech, food&beverage, flavor&fragrance, and nutraceutical industry. |
| AE/K series glass lined reactor is a type of two pieces glass-lined steel vessel with agitator, also named "Open type" or "Flange type" or "Clamped type". It comprises a vessel body and a separable cover, and the cover attaching and sealing to vessel body by a flange, a gasket and hook-shaped clamps. The flange comprises a cover flange face which is integral with the separable cover, a corresponding body flange face which is integral with the vessel body flange by hook-shaped clamps. Heating and cooling method is with a jacket through by medium of steam, water. It is easy to clean, maintain and repair by open the cover. |
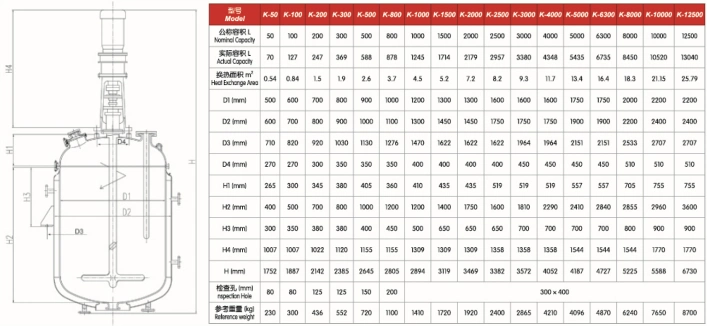
SPECIFICATIONS:
| Design Standard/Code: | DIN 28136 (AE series) GB/T 25025, GB/T 25027, HG/T 2371(K series) ASME VIII DIV1 (Unstamped) Or Against customized standard |
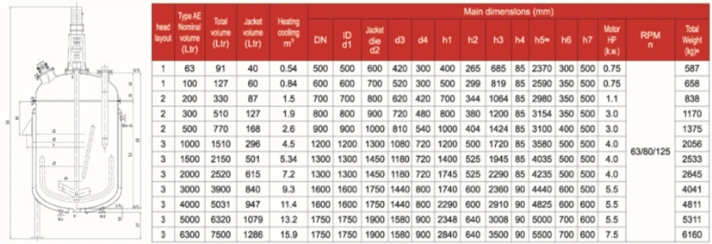
| Capacity: | 63 to 6300 Liters (AE series); 50 to 12500 Liters(K series) |
| Designed Pressure: | Vessel: 0.2 Mpa, 0.4 Mpa, 0.6 Mpa, 1.0 Mpa Jacket: 0.6Mpa |
| Designed Temperature: | Vessel: -25 ~200ºC/200ºC Max. Jacket: -25 ~200ºC/230ºC Max. |
| Constructure Material: | Vessel: MS Q245R/Q345R Jacket: MS Q235B/Q245R/Q345R |
| Thickness/Color of Lined Glass: | 1.0 to 2.3 mm(AE series);0.8 to 2.0 mm(K series) /Dark blue |
| Heat Transfer Area: | As design |
| Agitating Speed: | 63/80/125rpm(Standard) Or Against customized spec. |
| Type of Agitator: | Anchor/Frame/Impeller/Propeller/Paddle/ Combination type or as customized |
| Shaft Seal: | Single Type Mechanical Seal (0.4 Mpa);Double Type Mechanical Seal (0.6 Mpa, 1.0 Mpa) |
| Driving Device: | Flameproof AC Motor +Helical Gear Reducer |
| RT Inspection for Welding Joint: | 20% for vessel and 100% for head |
| Spark Test for Lining-glass: | 20KV after glass-ling, and 10KV before shipment |
| Hydraulic Test: | 0.59Mpa, 0.78Mpa, 1.18Mpa for Vessel & 0.78Mpa for Jacket |
| Temperature Resistance: | Chilling shock: 110 Deg.C, Thermal shock: 120 Deg.C |
| Working Medium: | Organic acid, inorganic acid, organic solvent& weak alkaline except hydrofluoric acid, medium with fluoric-ion, alkali and phosfate acid which concentration over 30% with temperature over 180 Deg.C |
| Nozzles Design: | Standard or according to the requirments of customer's process |
| |

APPLICATION WHERE GLASS LINED REACTOR USED
| Suitable materials with operating condition: | The reacting materials involved highly corrosive acids and alkalis; High-purity process where cleanliness is important, for the ability to clean as well as to minimize the risk of metal contamination; In polymerisation, to prevent polymers from sticking on vessels. |
| Inapplication materials and operating conditions: | Hydrofluoric acid & media which containing fluoride ions with all concentration and temperature; Phosphoric acid with concentration is over than 30% with temperature is higher than 180°C; Alkaline which PH value more than 12 with temperature higher than 80°C; When the temperature changes drastically during glass lined equipment working, the excessive thermal stress will cause the lined glass damage. Therefore, the temperature should be raised or lowered slowly during equipment operating. |

PRODUCTION PROCESS
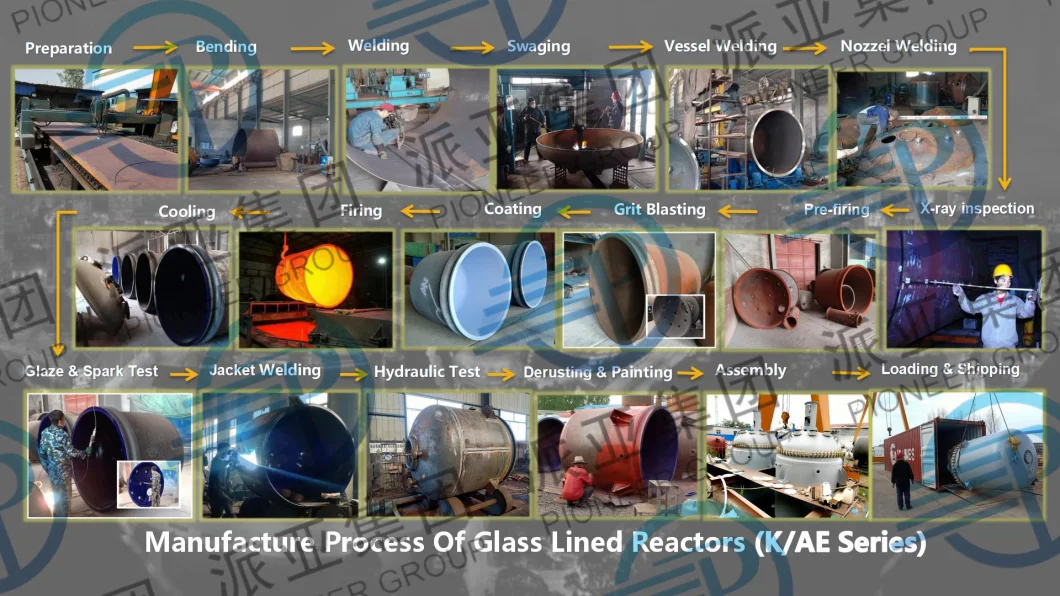
When the glassing process is finished the vessel then enters the welding area to have the jacket installed. The jacket shell and jacket head have already been welded together and are now ready to be welded onto the closure rings that are on the vessel. A diaphragm is welded to the closure ring to compensate for expansion and contraction of the jacket. A hydraulic test, in which the jacket is filled with water, is performed for quality assurance. Following completion, the vessel is blasted and prepped for painting and then moved to the paint booth. Based on the specifications of the order, nozzles will be supplied with the appropriate split loose flange (these flanges are preferred over one-piece flanges for glass lined vessels because they eliminate heavier nozzle forgings that could cause glassing problems.) Finally, an additional quality control check and spark test are conducted and the vessel is ready to ship.
FEATURES OF GLASS LINED EQUIPMENT
Corrosion Resistance - glass is extremely resistant to corrosion by acids and alkalies (except for hydrofluoric acid and hot concentrated phosphoric acid)
Anti-stick - many substances will not stick to glass, but will stick to metal
Purity - glass has high quality standards for food and drug applications
Flexibility - glass can handle a diverse range of chemical conditions
Easy To Clean - glass-lining surface enables quick, easy cleaning and sterilization
Absence Of Catalytic Effect - eliminates the possibility of catalytic effect that can occur in vessels made with various exotic metals
Economy - the cost is comparable to stainless steel and most alloys
Excellent Insulation - When does 20KV high-frequency spark testing, the electric spark can not penetrate the glass linings
Temperature Resistance - Thermal conductivity is only 1 to 0.1 percent of metal
Impact Resistance - The impact resistance of superior products is 260*10-3J
Customized Design - Design and manufacture according to the condition and requirement of customer
LINKED PRODUCTS
| Open/Flange Type Glass Lined Reactor | Close/Monoblock Type Jacketed Glass Lined Reactor | Glass Lined Wiped Film Evaporator/Wpe |
HOW TO AVOIDING DAMAGE IN GLASS LINED EQUIPMENTS
There are four main categories of failure modes that can occur in glass lined equipment: mechanical, thermal, electrical, and chemical. These issues, however, can be eliminated or drastically reduced through the identification of the various types of damage and by asserting the best practices to avoid them.
# Mechanical Category
- Mechanical Impact
Internal impact - Internal impact occurs when something hard hits the interior lining surface. When you are working in a reactor, it is important to pad the floor and mixer before entering the vessel to prevent an accidental internal impact to cracking the glass lined surface from a loose item or tool that is dropped.
External impact - While glass is quite strong in compression, it is weak in tension so a direct blow to the exterior of the vessel can cause a "spall" or star-shaped crack pattern to the interior glass lining. Avoiding a sudden external force to the glass lined reactor is an easy way to prevent this type of damage from occurring.
Hydro blasting - Installing a wash-in-place system via spray balls and other type of pressure equipment is an effective way to keep your vessel clean. However, if the high-pressure cleaning exceeds 137 bar (2000 psi) or if the water jet is less than 30cm (12 inches) from the vessel wall, damage can occur (there are situations where greater allowances are acceptable, but this is a general best practice). Additionally, abrasive particles mixed with the water can contribute to hydro blast damage as can water sprayed on a specific area for a prolonged period of time and direct contact to repairs such as patches or plugs.
Abrasion - When particles that are harder than the glass surface contact it, abrasion can occur. This often happens at the edges of nozzles, baffles and agitators due to vigorous mixing.
Cavitation - Caused by condensation, pressure decrease, and chemical reaction, cavitation is the damage that occurs when bubbles collapse at the glass surface. Incorporating Nitrogen into your process can help to subside bubble collapse and using a sparger is also a way to combat cavitation.
- Mechanical Stress
Crushing - Despite its compressible strength, improper flange makeup and uneven or over-torquing can crush glass. In addition to carefully selecting your gaskets and following proper flange assembly techniques, calibrated torque wrenches must be used to avoid excessive stresses.
Bending - When piping systems are not adequately installed and supported, the connection to the vessel is subject to excessive tensile and compressible forces which can lead to bending damage. Bending damage is evident from the cracks that appear at the bending axis.
Vibration - When baffles, dip pipes and other accessories that are installed via nozzles are not sized and positioned properly, it can result in vibrations that can cause glass damage so widespread that the only solution is re-coating glass. This can be prevented, however, by properly aligning your agitator and other internal components as well as being conscious of water hammer and using the right sparger device for steam injection.
# Thermal Category
- Thermal Shock
General thermal shock - Any time the glass lined reactor experience a sudden change in temperature that is in excess to the recommended limit, you are exposing your vessel to potential thermal shock. Adding hot liquid to a cold vessel wall or conversely cold liquid to a hot glass surface creates an environment of increased tensile stress on the lining.
Local thermal shock - This term refers to thermal shock damage that is localized, for example, injects steam that from a leaking valve on a particular area of the glass lined surface.
Welding near glass - One of the critical "don'ts" in glass lined equipment care is "don't weld components onto your equipment interior or exterior." Welding and glass surfaces are generally are not a good combination due to the risk of thermal shock; welding on glass lined equipment will almost always cause glass damage.
- Thermal Stress
Restricted flexibility from large fillet welds - Thermal shock is most prevalent at fillet welds between the vessel shell and jacket as well as at the top and bottom jacket closure rings. This is due to the high stress concentration in these areas. Additionally, any build-up of sludge in the reactor jacket and attribute to thermal stress risks. By blowing down the build-up on a regular basis, you can avoid plugging the outlet nozzle diaphragm ring which will decrease chances of thermal stress damage.
Expansion of steel - The steel substrate of a vessel can expand for a number of reasons, freezing of the interior contents and over-pressurization of the vessel being the two most common. This expansion results in a series of cracks to the lining. In the case of agitators and baffles, if liquid that accumulates inside the hollow centers freezes, the glass often falls off in long shards.
# Electrical Category
Electrostatic discharge - Static charges can build up for a number of reasons, including processes involving low-conductivity organic solvents, and operational practices such as introducing free-falling liquids and powders as well as excessive agitation. If the dielectric strength exceeds 500 V per mil of thickness, it can result in damage to the glass lining. The most affected parts of the vessel are generally located near high-velocity areas like the tips of agitator blades and the vessel wall opposite the blades. The damage usually appears as microscopic holes that go all the way down into the steel substrate; chipping may or may not occur. You can also usually see a discoloration, or "aura", around the pinhole. To avoid putting your vessel at risk, keep your agitation speeds at a minimum and add materials through dip tubes so that they enter below the liquid level line.
Spark testing - Spark testing is the most commonly-used method for inspecting glass lined equipment. The metal brush that is moved across the glass surface will generate a spark to indicate a defect in the lining. The most common problem faced with spark testing is that personnel use excessive voltages (levels that should only be used by glass manufacturers when they are running quality checks on new equipment) or linger in one area too long. We normally recommend 10 KV for field testing, and the brush should also be moving over the surface. Furthermore, spark testing should only be used occasionally. It is always recommended that a qualified technician performs spark testing in glass lined equipment. When the procedure is mishandled, it can create pinholes in the glass that will look similar to electrostatic discharge damage.
# Chemical Attach
- Glass lining
Minimum available glass thickness - While glass lining is well known for its exceptional corrosion resistance, you still need to take into account that it does corrode. The rate will normally be determined by the chemistry medium and temperatures involved in the process. Still, there is a diminishing of the glass thickness over time that needs to be taken into account and checked periodically. When glass thickness becomes excessively worn you may notice a number of symptoms like loss of fire polish, smoothness and even chipping and pinholes.
Corrosion by water - The alkaline ions that are found in distilled, hot water can actually leach onto the glass surface when they are in the vapor phase and lead to a roughening of the glass surface and possibly chipping. You may also find vertical ridges if the damage is caused by condensate running down the wall. The preventative solution is to clean the vessel with water that includes a small amount of acid.
Corrosion by acids - While glass provides excellent resistance to most acids, there are three types which cause significant damage - hydrofluoric acid, phosphoric acid, and phosphorus acids. When glass is attacked by these acids, especially when they are concentrated solutions, corrosion can occur quickly. Temperature also plays a key role in speeding up the contamination process.
Corrosion by alkalis - Hot and caustic alkalis should be avoided in glass lined equipment. Silica, the main component of glass is very soluble in alkali solutions, making chemicals such as sodium hydroxide and potassium hydroxide a hazard to your equipment. Visual signs that your equipment has been corroded by alkalis include a dull, rough finish, pinholes, and chipping.
Corrosion by salts - Salts corroding glass is based on the formation of acidic ions that attack the glass. The level of damage depends on the type of ion that forms. Acidic fluorides tend to be the most damage inducing. The best preventative measure is to anticipate the negative effects of these acid ions such as chlorides, lithium, magnesium and aluminum. When damage is caused from the liquid phase, there is a significant loss in fire polish and a roughening of the surface; in the vapor phase the attack is more concentrated to a specific area.
- Repair Materials
Degradation of tantalum patches and plugs - Tantalum is a commonly used repair material for glass because it has very similar corrosion resistance. There are, however, a few exceptions in which tantalum corrodes at a greater rate. In these instances, the tantalum may embrittle when hydrogen is the byproduct of a corrosive reaction. By avoiding galvanic couples, you can help deter this from happening. Regular inspection of all patches and plugs should also be performed to check for signs of embrittlement (these signs being missing pieces or cracks in the tantalum). Sometimes a small amount of platinum is applied to the plug to prevent embrittlement. In addition to cracking, glass fracture around the repair area and a rust-colored stain are also signs of damage. A damaged plug should be replaced, but if the same issue repeats itself, the solution is to come up with an alternative metal that can be substituted for the tantalum.
Attack of furan cements - There are certain process environments that can attack furan cement. Strong oxidizers and sulfuric acid solutions and some moderately strong acids are typical culprits. There is often no visible sign that the cement has been affected. If you notice a gap between your repair plug and the glass surface, though, this is an indication that the cement has been compromised. In this instance, the repair should be redone and a different type of cement should be selected.
Attack of silicate cements - Silicate cements, on the other hand, tend to be vulnerable to water or steam (when they are not completely cured), alkalis and hydrofluoric acid. As with other types of cements, the only indication of attack is usually a gap found in between the repair plug and glass surface and the solution is to repair the damaged area using another type of cement that is more compliant with your process.
Damage to PTFE components - PTFE is a common material used in nozzle liners, agitator blade "boots", repair gaskets, and other components. Acetic acid, polymerizations (e.g. PVC), and bromine are all examples of compounds that can permeate and degrade PTFE. Additionally, PTFE has a temperature limitation of 260 ºC(500°F )and can develop HF vapors at higher temperatures that…well, we all know by now what hydrofluoric acid can do to glass! When PTFE is damaged it is apparent from the cracked, torn, and/or blistered appearance exhibited by the otherwise smooth surface. If your operation requirements don't match the limitations of PTFE, the material needs to be replaced with a different polymer or a modified PTFE that can withstand more extreme applications.
- Steel
Corrosion from external spills or wet insulation - The steel corrosion can be caused by an external spill. Due to the popularity of chemicals entering from a top head nozzle and existing from a bottom head nozzle, these are common areas where fluid can be inadvertently spilled or leaked. This type of incident is particularly damaging to the vessel because the external spill/leak generate hydrogen atoms that diffuse through the steel all the way to the glass/steel interface. There they form hydrogen molecules and build-up until the bond between the glass and steel are disrupted. This damage, known as "spalling" is usually too large for a patch or plug and therefore requires re-coating glass.
Damage from chemical cleaning of jacket - Jacket care and cleaning is an important topic that critical to keeping your reactor running efficiently. Eventually, heating or cooling media accumulates and leaves unwanted deposits in your jacket, making it necessary to clean it out. When the incorrect cleaning solutions are used, such as hydrochloric acid or other acid solutions, this can have a devastating impact on your reactor, similar to the spalling we just described. To avoid this, be sure to use dilute sodium hypochlorite solution or another neutral cleaner. Damage of this kind will take on the fish scale appearance.
Flange face spalling - One of the most common types of damage found in glass lined equipment comes from corrosive chemicals that escape from flange connections. This "edge-chipping" as it can be know, is caused by chemicals that leak through the gasket and attack the outside edge around the flange, causing glass to flake away on the gasket surface and ruining the sealing surface. Flange face spalling is corrected through the use of an outside metal sleeve, outside PTFE sleeve or epoxy putty.
CONTACT
SHANDONG PIONEER HEAVY INDUSTRY TECHNOLOGY CO.,LTD.
Address : Changwang Industrial Park, Liushan Town, Linqu County, Weifang City, Shandong Province, P.R.China
Mr. Conan WEI
Our Contact
Send now